Master Cylinder Bench Bleed Factory Steps: What Most Techs Get Wrong Before Install
Skipping the factory master cylinder bench-bleed steps is one of the fastest ways to ruin a brand-new brake job before it even starts. Air trapped inside a fresh cylinder bore causes a spongy pedal, delayed stops, and potential brake failure under real road pressure. This is not a minor oversight.
Bench bleeding is mandatory to purge air pockets that on-car bleeding cannot reach. This factory process uses a specialized kit and specific pumping techniques to ensure a firm pedal.
This guide covers every required tool, all six precise factory steps, the critical verification checks, and the common mistakes that undo the entire process.
Master Cylinder Bench Bleed Factory Steps: Why Every Step Must Be Done Right
The master cylinder is the hydraulic pump that drives every braking action on your vehicle. When a new unit arrives from the box, the internal bore is filled with air, not fluid. These bench bleed factory steps exist specifically to remove that air before installation sends it straight into the brake lines.
Rushing or skipping even one step means the problem follows you into the car, and no amount of on-car bleeding fully corrects air that starts inside the cylinder bore itself.
What the Bench Bleed Actually Removes from the Cylinder
Understanding the root problem makes every factory step feel intentional rather than optional. Air inside a new cylinder does not simply disappear once brake fluid is poured into the reservoir.
During actuation, the piston pushes air out of the bore and through the outlet ports. The bench bleed kit routes that displaced air back into the reservoir as visible bubbles. Without this closed recirculation loop, the air has nowhere to escape except directly into your brake lines.
- Air compresses under pedal pressure; brake fluid does not
- Compressed air creates pedal travel with no hydraulic force behind it
- The factory steps ensure the bore is 100% fluid-filled before any line is connected
A properly completed bench bleed gives the hydraulic system an air-free foundation from the very first press of the pedal.
Tools to Have Ready Before Starting the Factory Steps
Having every tool prepared before starting prevents the kind of interruptions that let air back into a freshly purged cylinder. Most new master cylinders include a basic bench bleed kit in the box, but not all brands do.
|
Tool |
Purpose |
|
Bench bleed kit (plastic fittings and clear tubing) |
Routes fluid from outlet ports back into the reservoir |
|
Correct brake fluid (DOT 3 or DOT 4 per spec) |
Fills the cylinder bore and purges air |
|
Clear plastic tubing |
Allows visual confirmation of air bubbles during actuation |
|
Flat-tip screwdriver or wooden dowel |
Activates the piston without damaging the bore |
|
Bench vise |
Holds the master cylinder level and secure throughout the process |
|
Clean shop rags |
Protects painted surfaces from brake fluid spills |
Always use fresh, sealed brake fluid. An open container absorbs moisture, which, over time, degrades the cylinder’s internal seals. Cross-reference your vehicle’s exact fluid specification using a factory service manual PDF by VIN before pouring anything into the reservoir.
Step-by-Step: The Full Factory Bench Bleed Process
These are the exact factory steps used in professional shops on every master cylinder replacement. Follow the sequence in order. Rushing the piston strokes or skipping the verification check at the end causes air to re-enter and undo everything.
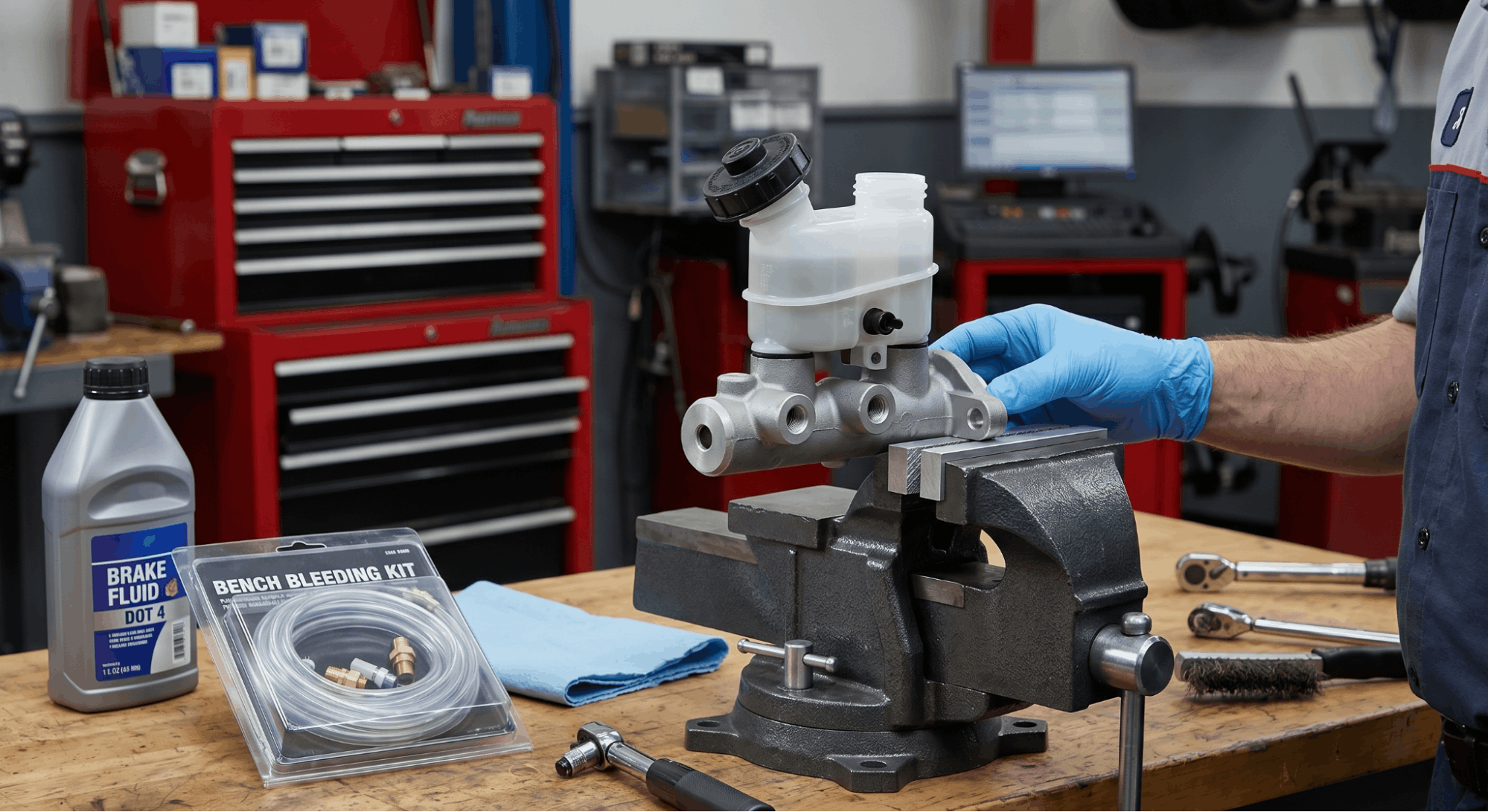
Step 1: Secure the Master Cylinder in a Bench Vise
Clamp the master cylinder by its mounting flange, never by the bore body itself. Clamping on the bore distorts the housing and ruins the unit before it is ever installed.
Keep the unit level so the reservoir sits upright throughout the entire bench bleed process. A tilted cylinder traps air in corners that are nearly impossible to purge with standard actuation.
- Use soft jaw inserts on the vise to protect the flange
- Confirm the reservoir cap is off and accessible before clamping
- Check that both outlet ports are facing where you can see the tubing clearly
Step 2: Install the Bench Bleed Kit Fittings
Thread the plastic fittings from the bench bleed kit into both outlet ports by hand. Do not use tools — over-tightening plastic fittings on aluminum port threads cracks the housing.
Route the attached clear tubing up and over the side of the reservoir so both ends sit submerged below the fluid level. This closed loop is what makes bench-bleed work: it allows fluid and air to circulate back into the reservoir rather than draining onto the bench.
- Confirm both fittings are snug with no leaking around the threads
- Make sure the tubing loops are long enough to reach the reservoir interior
- Keep the tubing ends fully submerged once fluid is added in the next step
Step 3: Fill the Reservoir to the MAX Line
Pour fresh, correct-spec brake fluid into the reservoir until it reaches the MAX marker. Do not overfill. Keep a clean rag under the entire unit in case of small spills during actuation.
Make sure both clear tubing ends are submerged below the fluid surface before moving forward. If the tubes sit above the fluid during actuation, air gets pulled back in with each piston release.
- Use a clean, lint-free funnel to avoid contaminating the fluid
- Check the reservoir spec label or your genuine OEM workshop manual for the correct DOT rating
- Never mix DOT 3 and DOT 4 fluids inside the cylinder reservoir
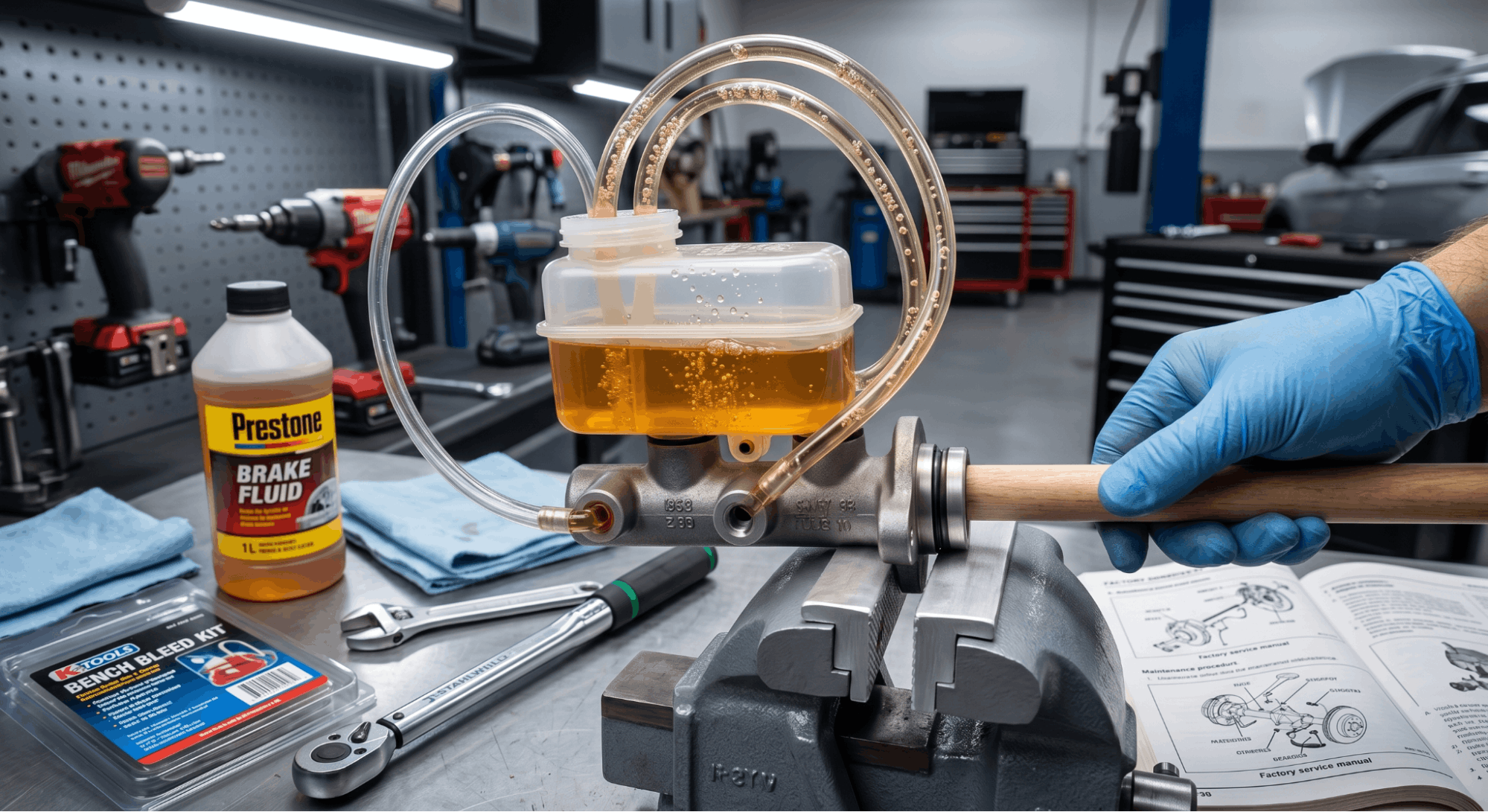
Step 4: Actuate the Piston and Watch for Air Bubbles
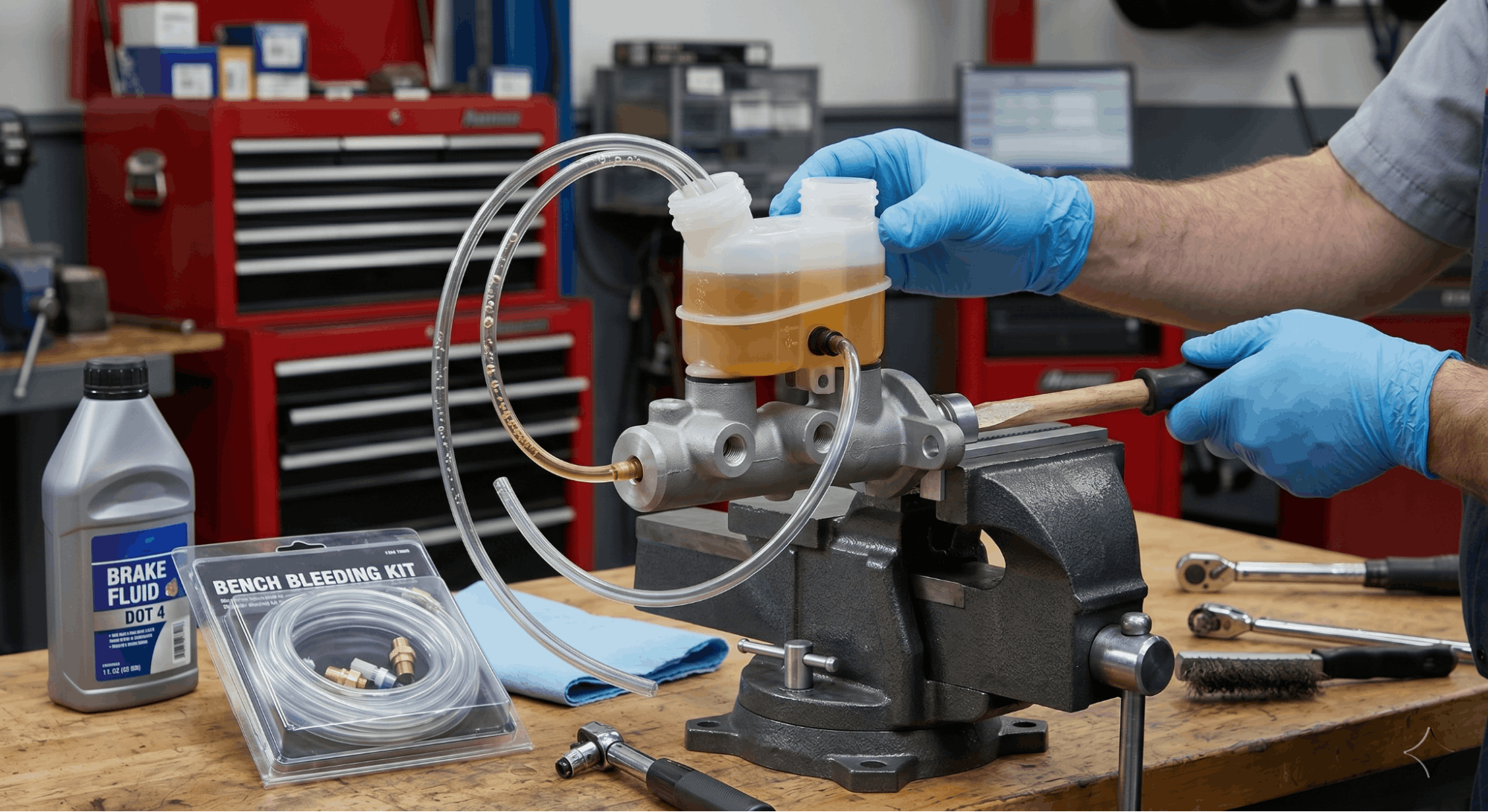
Push the piston inward slowly using your dowel or flat-tip screwdriver — about one inch of travel. Hold it depressed for two full seconds, then release slowly and steadily. Watch the clear tubing for air bubbles rising toward the reservoir.
Never snap the piston back quickly. A fast return stroke creates a vacuum inside the bore that pulls air back in through any micro-gap in the fitting seals.
- Perform 8 to 12 slow, controlled push-and-release cycles to start
- Top off the reservoir anytime it drops below the MIN line during cycling
- Continue until zero bubbles appear in the tubing from both outlet ports
Both ports must show bubble-free flow simultaneously before moving to the next step. If one port still shows bubbles while the other runs clear, continue cycling until both confirm clean.
Step 5: Top Off and Cap the Reservoir Immediately
After the final actuation stroke, add fresh fluid to bring the reservoir back to the MAX line. Install the reservoir cap without any delay.
Even a few seconds of open exposure after the bleed is complete allows fresh air to enter. This is one of the most overlooked details in the entire factory steps sequence.
- Do not set the capped unit down on a surface that could tip it
- Keep the unit upright until the hardlines are connected during installation
- Double-check that the cap is fully seated; a loose cap allows air entry during transport to the vehicle
Step 6: Keep the Outlet Ports Sealed Until Lines Connect
Leave the bench bleed kit fittings in the outlet ports until you are physically positioned at the vehicle with the brake hardlines in hand. Open outlet ports even for 30 seconds to reintroduce air into a freshly bled cylinder.
Transfer the unit directly from the bench to the mounting position and thread the hardlines by hand before removing any port plugs or fittings.
- Remove one port plug at a time, only as each line is connected
- Thread each hardline by hand before torquing to avoid cross-threading
- Torque brake line fittings to the spec listed in your factory service documentation
Mistakes That Completely Ruin the Bench Bleed
Even a single error during these factory steps reintroduces air into the cylinder bore. Knowing what to avoid matters just as much as knowing the correct procedure.
|
Common Mistake |
Why It Fails the Bleed |
|
Using old, open brake fluid |
Moisture contamination degrades internal seals |
|
Letting the reservoir run dry mid-actuation |
Creates a direct air path into the bore |
|
Snapping the piston back quickly |
Pulls air back in through fitting micro-gaps |
|
Leaving outlet ports open after the bleed |
Reintroduces fresh air immediately |
|
Not confirming bubble-free flow from both ports |
Declares success while air remains trapped |
If the brake warning light illuminates after a completed master cylinder replacement, an incomplete bench bleed is among the first things to check. Review the brake warning light and isolate hydraulic vs. electronic faults to determine whether the fault is hydraulic or electrical before replacing additional parts.
If ABS codes follow the installation, air may have migrated into the ABS modulator. Start diagnosis with ABS warning light troubleshooting by brake system architecture before replacing any modulator components.
How to Confirm the Bench Bleed Is Fully Complete
This verification step takes 60 seconds and prevents a full reinstall if the bleed was incomplete. Do not skip it.
Push the piston inward one final time and hold it while watching both outlet port tubes. Fluid must flow clear, steady, and completely bubble-free from both ports simultaneously. Any visible air bubble at this stage means the process needs more actuation cycles.
- Both ports must show equal and uninterrupted fluid flow
- The reservoir level must remain stable after the cap is replaced
- The piston must return smoothly without any spongy resistance
After the cylinder is installed and lines are connected, a full system brake bleed at all four corners is still recommended. For comparable hydraulic purge procedures on adjacent systems, power steering rack bleeding procedures cover hydraulic principles that apply directly to sealed brake circuit maintenance.
Conclusion
The master cylinder bench-bleed factory steps are not optional prep work; they are the reason a new brake system delivers a firm pedal feel from the very first stop. Air inside the cylinder bore before installation creates a problem that no on-car bleeding sequence can fully correct after the fact.
Follow all six steps in sequence, confirm bubble-free flow from both outlet ports, and keep the reservoir capped and ports sealed until the hardlines are physically connected. One clean-bench bleed, done right on the workbench, eliminates hours of diagnostic work under the vehicle.
Frequently Asked Questions
Some manufacturers mark new units as pre-bled during production, but this label does not guarantee the bore is fully air-free when it reaches your hands.
Production handling, shipping orientation, and shelf time can all allow air to re-enter the bore through the port plugs.
It takes less than 5 minutes to run the full bench-bleed factory steps yourself and confirm bubble-free flow from both ports with your own eyes.
Trusting a box label without verification has caused numerous brake comebacks in professional shops. Always confirm the bleed status on the bench regardless of what the packaging says.
Most standard master cylinders require 8 to 15 full push-and-release cycles to purge air from both outlet ports. Larger-bore units or dual-circuit designs can require up to 20 cycles. The correct number is not fixed by counting.
it is determined entirely by when both outlet ports display completely bubble-free fluid flow through the clear tubing.
Watching the tubing is the only reliable indicator. Using a stroke count as your finish line rather than visual confirmation is one of the most common causes of an incomplete bench bleed in both DIY and professional settings.
Installing an unbled master cylinder sends trapped air directly into the primary brake hydraulic circuit.
The result is a spongy or low brake pedal that fails to build normal pressure under foot load. On-car bleeding removes air from the brake lines but cannot reliably purge air locked in the cylinder bore, since the bore is sealed once the unit is mounted.
The most reliable correction is to remove the unit from the vehicle, perform the complete bench bleed on the workbench, reinstall it, and then perform a fresh four-corner system bleed.
Attempting workarounds with the unit in place rarely produces a firm, consistent pedal.
Yes, in a meaningful way. A dual-circuit master cylinder contains two separate pistons and two independent outlet ports, each serving a different brake circuit.
Both ports must be bled individually, and both must show completely bubble-free fluid flow before the process is considered done.
The factory steps are identical for each port, but you must verify both circuits independently before capping the reservoir.
A single-circuit unit has only one bore chamber and one outlet port, which speeds up the process. Always identify your unit type and circuit configuration before starting the bench bleed to avoid missing a port.
No. Old or opened brake fluid absorbs moisture from the surrounding air over time, lowering its boiling point significantly and degrading the rubber seals inside the master cylinder.
Introducing contaminated fluid during the bench bleed means that degraded fluid goes directly into a brand-new unit on its very first use.
Always use fresh fluid from a sealed container that matches the DOT specification listed on your vehicle’s reservoir cap or in your manufacturer’s service documentation.
If you are not certain which DOT rating your vehicle requires, consult genuine OEM workshop manuals to confirm the exact specification before starting the bench bleed.